UPVC 渔用浮标挤出机头
栏目:行业动态 发布时间:2021-06-01 15:53
UPVC渔用浮标是沿海渔民用于海洋作业的一种渔具,要求拥有耐压强度高、抗海水腐蚀、浸水浮力大及抗冲击强度高等优点。渔用浮标的生产采用以PVC树脂为材料挤出中空吹塑成型的工艺...
UPVC渔用浮标是沿海渔民用于海洋作业的一种渔具,要求拥有耐压强度高、抗海水腐蚀、浸水浮力大及抗冲击强度高等优点。渔用浮标的生产采用以PVC树脂为材料挤出中空吹塑成型的工艺路线,其基本配方及工艺流程如下(单位kg):
PVC树脂(SG一6):100.00
增塑剂:8.00~12.00
热稳定剂:4.00-5.00
金属皂盐:1.50~2.00
石腊:0.50—1.00
填充剂:1O.oo~2O.00
将以上材料高速混合_+低速冷搅_+挤出机(SJ-65)熔融塑化 机头挤出管坯_+剪坯_+合模吹胀_+保压冷却定型-÷排气开模 空气冷却_+修边_+封吹针孔_+耐水压试验_+检验 成品。从工艺流程不难看出,熔融料流经机头挤出管坯是否成功,较终影响到渔用浮标的产量和质量,因此要求机头设计必须合理有效。
1 挤出机头结构及其工作过程
1.1 挤出机头结构
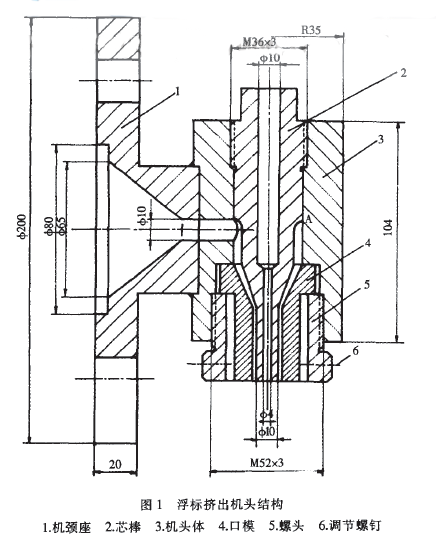
挤出机头结构如图1所示。
1.2 工作过程
熔融料自分流板(多孔板)挤出后,通过机颈座被压缩进入机头体的圆形孔道到达芯棒。在芯棒的阻挡下,熔融料被分成两股环绕芯棒流动,于芯棒的另一侧再重新汇合。熔融料汇合后急转90~沿芯棒与机头体及口模之间形成的环形缝隙进一步压缩流动,较后挤成管坯。
2 挤出机头设计要求及要点讨论
2.1 挤出机头设计要求
(1)挤出机头的管坯,在圆周上的任一位置的流速应均匀一致。
(2)机头流道呈光滑流线型,不产生明显的死角,且流道断面应连续缩小,以形成一定的压缩比。
(3)机头温度能准确控制,且温度分布均匀。
(4)机头结构尽量紧凑,与机筒衔接严密,零件少,装拆维修方便,制造成本低。
2.2 挤出机头设计要点
(1)机颈座(件1)与挤出机筒采用法兰连接,内腔口用于安放不锈钢多孔板,使熔融料由旋转运动变为直线运动,又可阻止杂质及未塑化的物料通过。内腔中央部分设计成压缩角为30。~45。的喇叭口,以产生必要的成型压力,提高后面料流的流速。机颈座与机头体(件3)对接后采用多点焊接。
(2)芯棒(件2)是成型管坯的重要部件之一,其上端与机头体(件3)采用螺纹连接,顶端部分为扳手工作位,如此设计对清理机头和防止芯棒偏中比较有利。在芯棒轴向钻有孔径不同且相通的中心孔,一方面可插入温度计短时检测机头温度;另一方面可防止管坯离开口模后产生“塌扁”现象。另外,芯棒中心钻孔对防止芯棒过热有一定效果。芯棒平直部分长度L的确定很重要。L值大,有利于流动方向和截面积改变后的熔体在这一区域得到很好整流,也有利于消除熔接痕,但使机头反压力变大。一般取L/S=15~20,S为芯棒平直部分与口模(件4)之间的间隙(简称口模间隙)。
(3)从图1可以看出,为确保机头出料口环形缝隙
均匀一致,设置了口模(件4,或称调节环)和调节螺钉(件6)。口模靠空心螺头(44 5、M52mrnx3mm)旋紧固定于机头体下部。螺头内孔圆柱面与口模外表面之间保留适当间隙,以便调整口模间隙。旋置于空心螺头上的调节螺钉一般为3个,若太多,则使调整复杂化。确定口模内径D 通常根据吹胀比a进行计算。所谓吹胀比a是指制品的较大外径D与口模内径Dk之比,故有 。实际应用中通常取 。
芯棒平直部分外径 ,S为口模间隙宽度,一般根据关系式:口模间隙宽度S=制品壁厚tx吹胀比a×修正系数b进行计算,经整理得: 修正系数b通常要由实验确定。若已知浮力40gUPVC渔用浮标的中部外径D=38mm,壁厚t=2mm,吹胀l:ka=2,对于UPVC塑料的吹塑成型取b:1.1,
(4)机头体(件4)设计成长为104mm,截面直径为~b70mm的圆柱体。这种体形结构有利于电加热器的安装,也有利于流过机头的熔料受热均匀,机械加工也方便。为了准确控制机头温度,在机头体上还应加工一个热电偶插入孔(图1中未画出)。
3 挤出机头存在的问题
(1)熔料由机颈座流至芯棒立即被分成两股而环绕芯棒流动,再于芯棒的另一侧A点汇聚,然后转角9O。向口模方向流动。可见,于A处的流动速度较慢,容易产生滞流分解,进而粘壁,较终使挤出管坯出现纵向分解条纹,严重损坏浮标的外观质量,也影响其力学性能。解决的办法是使汇聚点A适当下移,这样可避免产生滞料分解现象。若不进行改进,在每班生产中至少需停机清机头2~3次,并控制好机头温度,同时在配方上提高物料的热稳定性和熔融流动性。
(2)芯棒在机头体中采用螺纹连接固定,这对清理机头存料比较方便,但随着清理次数的不断增加,较终会产生松牙渗料现象,必须更换芯棒或加以改进。